Контактная сварка
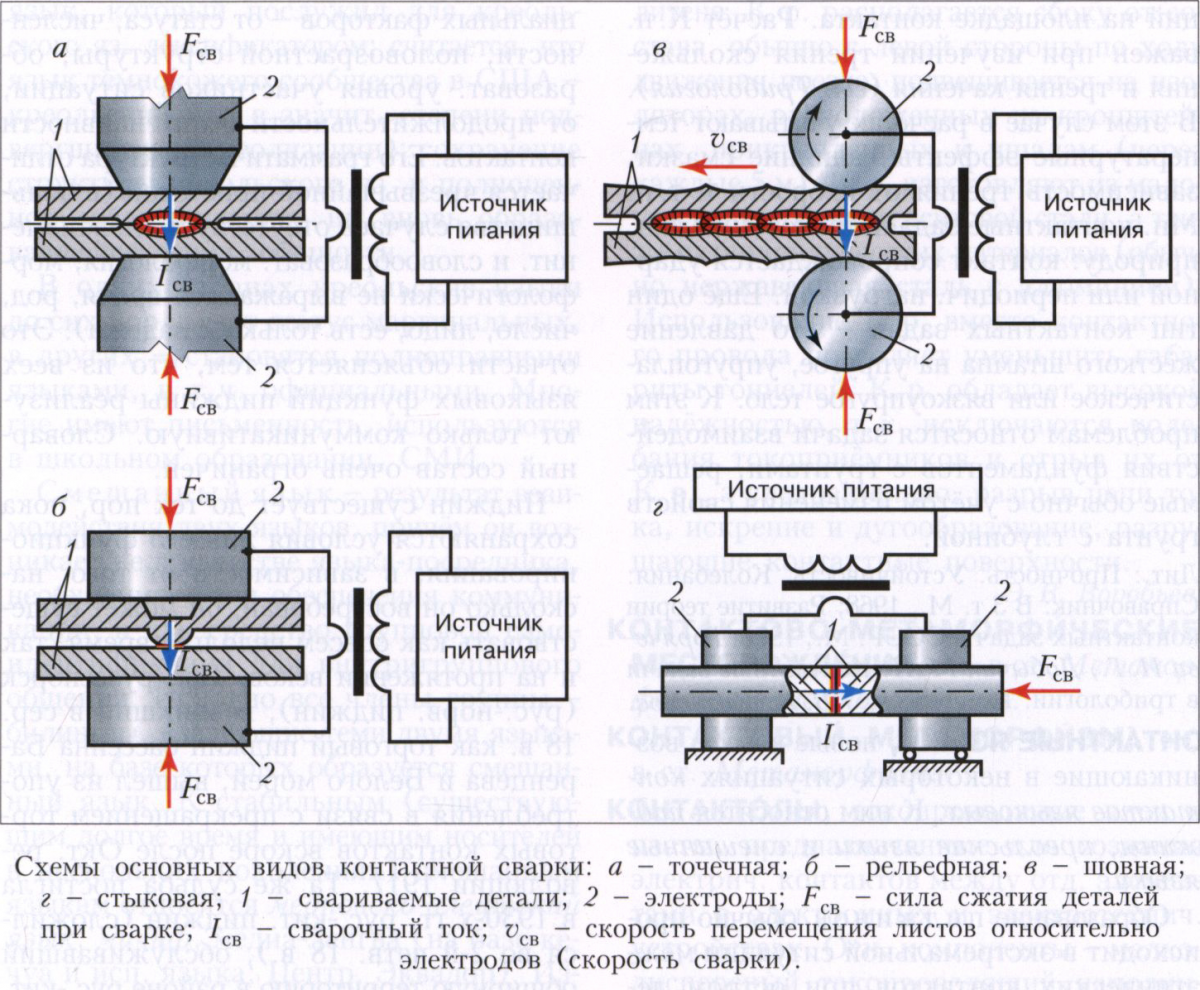
КОНТАКТНАЯ СВАРКА, осуществляется нагревом металлов при протекании электрического тока в зоне контакта сдавливаемых (под действием внешней механической силы) деталей. При контактной сварке детали собирают внахлёстку или встык, сжимают с силой FCB электродами, к которым подключён источник электрической энергии. По виду сварного соединения различают контактную сварку: точечную, при которой сварное соединение (точка) получается между торцами электродов, подводящих ток и передающих усилие сжатия; рельефную - сварное соединение образуется на отдельных участках, обусловленных формой поверхности одной из свариваемых деталей; шовную - сварка листов (деталей), перемещающихся со скоростью vCB, происходит между вращающимися дисковыми электродами; стыковую - детали сваривают по всей площади касания (рис.). При точечной, рельефной и шовной контактной сварке детали нагреваются током до образования зоны взаимного расплавления; при стыковой контактной сварке торцы соединяемых деталей оплавляются (сварка оплавлением) или нагреваются до температуры, близкой к температуре плавления (сварка сопротивлением), в результате последующего сдавливания (осаживания) сварное соединение образуется по всей плоскости касания. Контактной сваркой соединяют детали из стали, железоникелевых, никелевых, титановых, алюминиевых, магниевых и медных сплавов. Толщина свариваемых листов может составлять от 0,02 до 20 мм, площадь стыковых соединений от 0,01 до 100 000 мм2. Контактную сварку осуществляют на контактных сварочных машинах, содержащих электрические и механические части, а также аппаратуру управления. Используются источники питания переменного тока промышленной частоты, низкочастотные, постоянного тока, конденсаторные, переменного тока повышенной частоты (инверторного типа). Трансформатор сварочной машины понижает напряжение источника питания до 1-20 В. При контактной сварке используют электроды из сплавов меди для сжатия деталей и подвода к ним тока силой 1-200 кА. Сила сжатия 0,01-100 кН создаётся пневмогидроприводом, сервоприводом или рычажно-пружинным механизмом. Ток длительностью от 0,001 до 10 с включается контакторами с электронным управлением. Выпускаются стационарные, передвижные и подвесные контактные сварочные машины. Контактная сварка широко применяется в автомобиле-, вагоно- и самолётостроении, строительстве, в приборостроении и микроэлектронике (для монтажа и герметизации полупроводниковых элементов и интегральных схем), а также при сооружении трубопроводов и бесстыковых железнодорожных путей, при изготовлении инструментов, герметичных ёмкостей, баков и др.
Реклама
Лит.: Сварка. Резка. Контроль: Справочник / Под редакцией Н. П. Алешина, Г. Г. Чернышова. М., 2004. Т. 1.
А. П. Исаев.